ИЗНАШИВАНИЕ ПРИ ФРЕТТИНГЕ
Изнашивание при фреттинге – механическое изнашивание соприкасающихся тел при колебательном относительном микросмещении. Из этого понятия выделяют изнашивание при фреттинг-коррозии – коррозионно-механическое изнашивание соприкасающихся тел при малых колебательных относительных перемещениях. Фреттинг-коррозию часто характеризуют отделением частиц и последующим образованием окислов, которые часто являются абразивами, способными увеличивать износ. Фреттинг-коррозия может приводить к образованию других продуктов химической реакции, которые могут не быть абразивами. Также выделяют фреттинг-усталость.
Вследствие малой амплитуды колебаний (перемещения контактирующих поверхностей обычно меньше площади контакта и содержит широкий диапазон амплитуд от 50 до 300 мкм) продукты износа полностью не удаляются из зоны трения и оказывают определенное абразивное воздействие на основной металл, что может привести к заклиниванию сопряжений. При этом повреждения локализуются на участках действительного контакта. Эти повреждения имеют вид натиров, налипаний металла, вырывов или раковин, часто заполненных продуктами коррозии, со специфической окраской и имеющих вид окрашенных пятен, участков локального износа в виде полос или канавок, а также поверхностных микротрещин.
Специфический характер изнашивания при фреттинг-коррозии проявляется также в том, что окислительная среда интенсифицирует процесс изнашивания, окисление при этом протекает интенсивно и продукты изнашивания в основном представляют собой диспергированные оксиды трущихся металлов. Такой характер окислительного процесса, при котором интенсивное окисление не приводит, однако, к образованию защитных пленок, Б.И. Костецкий связывает с динамическим характером нагружения узла трения и называет динамическим окислением. Фреттинг-коррозия приводит к значительному ухудшению качества поверхностей и заметно (в 3-6 раз) снижает усталостную прочность деталей (вследствие образования концентраторов напряжений).
Фреттинг и усталость. На практике наиболее часто фреттинг обнаруживают в таких ситуациях, где одна из контактирующих поверхностей подвергается переменному напряжению, в результате которого происходит переменная деформация. Если другая поверхность и примыкающие более глубокие районы материала под поверхностью являются достаточно жесткими, чтобы преодолеть силу трения, величина которой зависит от коэффициента трения и нормальной нагрузки, то в результате будет происходить колебательное тангенциальное движение одной поверхности относительно другой. Ккакой бы ни была нормальная нагрузка, на части сопряженных поверхностей всегда будет происходить некоторое относительное движение, хотя макропроскальзывание может быть предотвращено. Результатом одновременного действия фреттинга и усталости является сильное снижение усталостной прочности. Следовательно, фреттинг заслуживает одинакового внимания с двумя другими факторами, уменьшающими усталостную прочность, а именно с надрезами и коррозией. При исследовании поверхности, которая подвергалась фреттинг-усталости, обнаруживают, как правило, обычное поверхностное повреждение, т.е. питтинг плюс свободные порошкообразные продукты, но часто находят и усталостную трещину, проходящую через поврежденную поверхность. Направление трещины на поверхности неизменно перпендикулярно направлению фреттинга, т.е. направлению движения, которое обычно происходит в направлении переменного напряжения.
Фреттинг обычно возникает в результате вибраций в системе, и считается проблемой во всех областях транспортного сектора. Изнашивание при фреттинге наблюдается при различных прессовых посадках на вращающихся валах, в местах посадки лопаток турбин, в шлицевых, шпоночных, болтовых и заклепочных соединениях; ему также подвержены металлические канаты и канатные шкивы, контактные поверхности подшипников качения, рессор, пружин, клапанов и толкателей, кулачковых механизмов и т.п. На рисунках 1-3 показаны повреждения от фреттинга в заклепочном соединении.
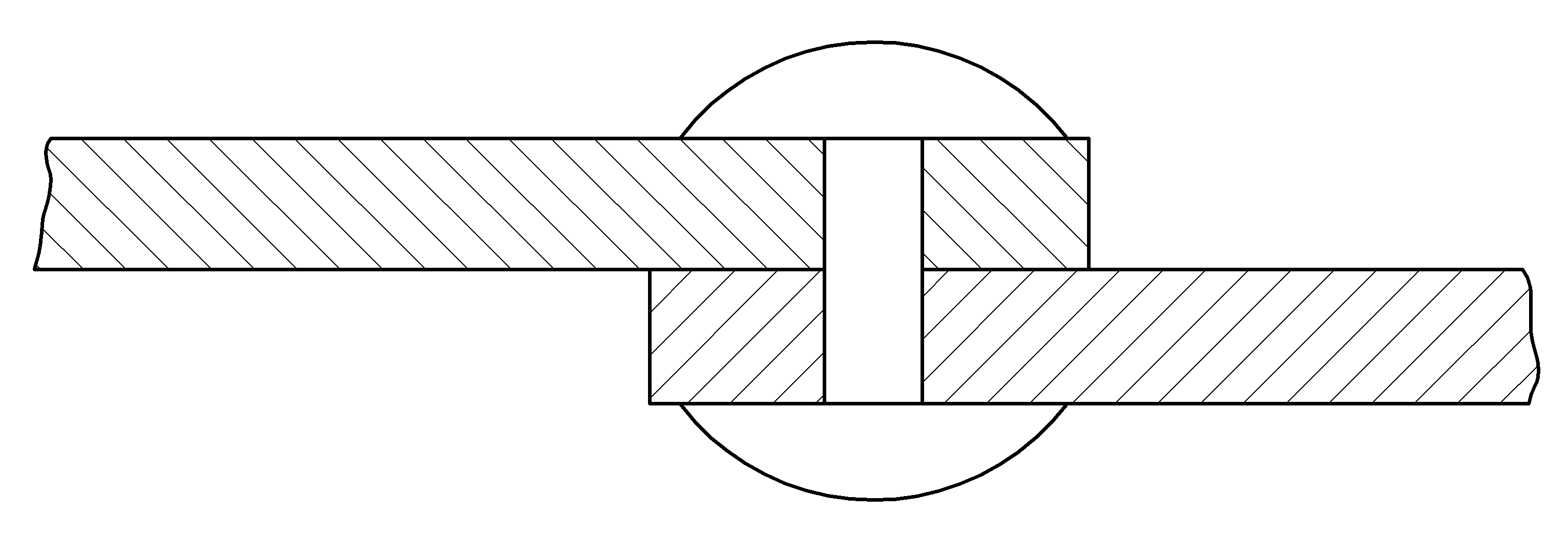
Рис.1. Заклепочное соединение внахлест
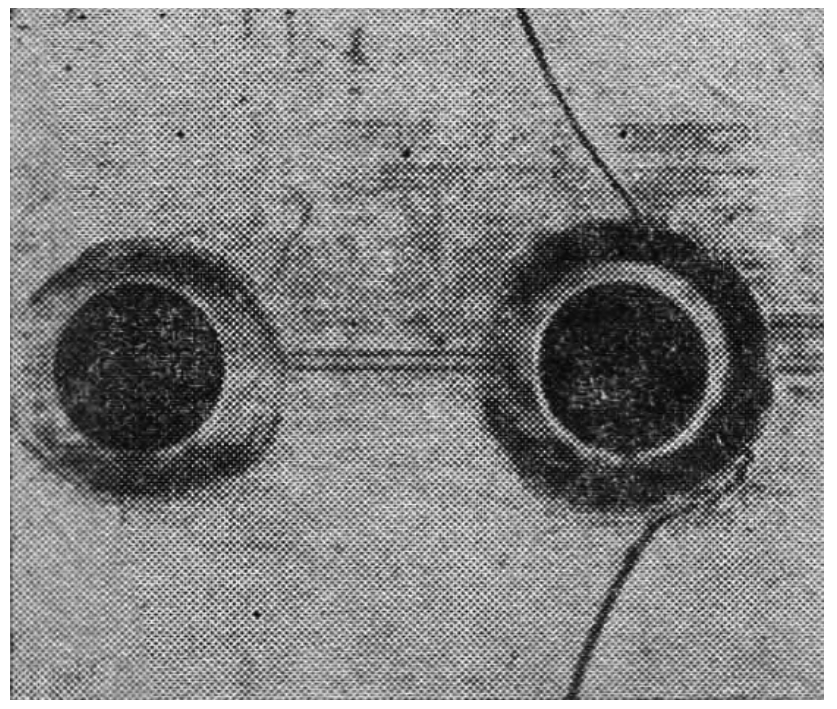
Рис.2. Усталостная трещина, берущая начало от места повреждения от фреттинга под головкой заклепки, х2

Рис.3. Усталостная трещина, берущая начало от места повреждения от фреттинга под головкой заклепки, х7,5
Характерные признаки фреттинга
Внешний вид продуктов разрушения обычно является самым лучшим различительным признаком там, где подозревают фреттинг. На стали продукты фреттинг-коррозии намного краснее, чем обычная ржавчина; на алюминии они имеют черный цвет, в то время как продукты обычной коррозии этого материала белые. Другим признаком может служить наличие усталостных трещин на поврежденном участке. В случае усталостного разрушения на фреттинг, как первопричину указывает характерный язычок металла.
Последствия фреттинга
Фреттинг может происходить как в таких контактах, где две соприкасающиеся поверхности постоянно находятся в контакте (втулки с прессовой посадкой, заклепочные соединения, болтовые соединения), так и в контактах, которые находятся в покое лишь в течение некоторых периодов времени (подшипники, как шариковые, так и роликовые; определенные типы клапанов и регуляторов).
Порошкообразные продукты фреттинга обычно представляют собой окислы, объем которых для наиболее распространенных металлов больше объема металла, из которого они образовались. Если эти продукты не могут выходить из зоны контакта, то может возрасти давление. В контактах неподвижного типа это обычно не представляет серьезной опасности, в случае же стальных тросов, где повреждение происходит между сплетенными проволоками, последние могут быть раздвинуты, в результате образуются вздутия на поверхности троса. В случае контакта, движущегося время от времени, запертые продукты разрушения могут вызвать заедание, а это очень плохо для предохранительных клапанов и регуляторов.
Если продукты разрушения могут выходить из зоны контакта, то это в результате будет приводить к ослаблению посадки и уменьшению защемляющего давления. В свою очередь это может привести к увеличению вибраций. В механизмах удаляющиеся продукты разрушения могут падать или переноситься на другие движущиеся детали и вызывать проблемы последующего износа. Образование продуктов фреттинга в электрических контактах, особенно в слаботочных (например, в реле телефонных коммутаторов) вызывает изменения контактного сопротивления, что приводит к искажению электрических сигналов. Там, где движение, вызывающее фреттинг, возникает из-за циклического нагружения одной из соприкасающихся деталей, фреттинг дает начало образованию усталостных трещин.
Последствия фреттинга не всегда являются вредными. Действие фреттинга связано с потреблением энергии, поэтому им пользуются для гашения вибраций, в частности в турбинных лопатках. Однако, чаще всего от фреттинга стремятся избавиться.
Методы предотвращения повреждений от фреттинга
Методы, которые используются для уменьшения воздействий фреттинга чрезвычайно разнообразны. Какой метод следует рекомендовать, в очень сильной степени зависит от конкретных обстоятельств.
В некоторых случаях при фреттинге подразумевается, что контакт является совершенно стационарным (неподвижным), например в заклепочном соединении. В таких случаях средством улучшения может быть установка прокладок между соприкасающимися поверхностями. Там, где движение обязательно должно происходить, например в подшипниках, такой метод не подходит.
Другим соображением, которое следует принимать во внимание, является вопрос, идет ли речь о простом случае фреттинга, где первостепенное значение имеют износ и схватывание, или дело связано с усталостью. Если затрагивается усталость, то многие из поверхностных обработок, например обработка дробью, накатывание поверхности роликами, пламенная закалка, цементация и азотирование, которые создают у поверхности остаточные напряжения сжатия и тем самым увеличивают сопротивление усталости, улучшают также и поведение при фреттинг-усталости.
Некоторые общие принципы выбора средств, приводящих к уменьшению повреждений при фреттинге – например предотвращение проскальзывания, исключение кислорода, применение сочетаний материалов, менее склонных к повреждениям и т.д.
Конструирование. Вероятно, наиболее эффективный путь избежать проблем фреттинга заключается в улучшении конструкции. В результате видоизменений конструкции можно получить более высокое нормальное давление и предотвратить колебательное движение. Там, где движение неизбежно и вероятным результатом его является фреттинг- усталость, следует придерживаться правила: конструировать так, чтобы места концентрации напряжений не совпадали с зонами, где может происходить фреттинг. Это не всегда просто выполнить, поскольку оба фактора часто тесно взаимосвязаны, однако есть много примеров, когда это было достигнуто.
Смазка. Возможный путь предотвращения повреждений от фреттинга заключается в том, чтобы допустить относительное движение между поверхностями, но с таким низким коэффициентом трения, с каким это возможно, например, в условиях хорошей смазки. Во многих ситуациях, когда происходит фреттинг, можно обеспечить смазку разного типа. В движущихся механизмах это обычно достигается с помощью масла, в менее доступных для смазки местах могут быть использованы пластичные смазочные материалы, в то время как в совершенно недоступных местах единственным средством может быть предварительная обработка поверхностей перед сборкой твердым смазочным покрытием.
Жидкие смазочные материалы могут влиять на процесс фреттинга тремя способами: а) затрудняя доступ кислорода; б) вымывая продукты разрушения, если смазка проточная; в) изменяя коэффициент трения.
Пластичные смазочные материалы наиболее широко применяются для предотвращения повреждений от фреттинга, и о них имеется соответственно больше информации, хотя большинство информации эмпирического характера.
Металлические покрытия. Две главные причины применения металлических покрытий для предотвращения фреттинга, по-видимому, состоят в следующем. Во-первых, если металл покрытия мягкий, т.е. имеет низкое сопротивление текучести, например свинец, то движение между двумя поверхностями может быть поглощено в слое этого металла. Очевидно, он должен быть способен противостоять очень сильному «уставанию» и сильно прилипать к основе. Если обе поверхности покрыты одинаковым металлом, то имеется возможность возникновения схватывания. Это равнозначно возрастанию коэффициента трения до высокого значения, что само по себе уменьшает проскальзывание. Схватывание может поддерживаться только при постоянном контакте, например в заклепочном соединении. Во-вторых, если металл покрытия твердый, например хром, то вероятность сваривания поверхностей, которое является одной из характерных черт фреттинга на ранних стадиях, уменьшается. Кроме того, такие поверхности будут претерпевать меньшее повреждение, если производятся абразивные частички металла или окисла.
Неметаллические покрытия. Цель нанесения этих покрытий заключается в предотвращении интерметаллического контакта и задерживании таким образом процесса образования микросварок (мостиков сварки), которые являются одной из характерных черт на ранних стадиях фреттинг- процесса. Покрытия могут также уменьшать коэффициент трения между поверхностями. Там, где покрытие является пористым, эта задача решается с помощью пропитывания смазкой. В некоторых случаях отмечалось благотворное влияние обратного эффекта покрытий, а именно увеличения коэффициента трения и уменьшения проскальзывания. Действенность покрытий в предотвращении поверхностного повреждения зависит главным образом от их противоизносных свойств. Если они изнашиваются или ломаются, эффект теряется, а следовательно, повреждение может быть усилено, если продукты разрушения покрытия являются более абразивными, чем обычные окисленные порошкообразные продукты фреттинга.
Их можно разделить на две категории:
- Покрытие путем химического превращения, которое может быть определено как результат трансформации внешних атомных слоев металлической поверхности в новые неметаллические формы с отличающимся от исходной поверхности комплексом свойств, посредством реакции с искусственной окружающей средой на месте, причем сам металл образует один элемент соединения, а другие элементы поставляются из окружающей среды. Это определение включает реакции осаждения в водных растворах, например образование фосфатного и хроматного покрытий, и реакции с помощью пропускания электрического тока, например анодирование. Оно включает также реакции между металлом и расплавленными солями или газовыми атмосферами, когда на поверхности образуется особый неметаллический слой, препятствующий обогащению особой фазы в поверхностном слое, что является характерной чертой диффузионных покрытий.
- Связанное покрытие совершенно инородного материала, например полимера или дисульфида молибдена.
Процессы холодного деформирования. Создание остаточных сжимающих напряжений путем холодного деформирования поверхности детали оказывает благоприятные влияния на усталостную прочность. Оно имеет то преимущество, что может быть применено к большинству металлических материалов, в то время как процессы химической диффузии намного более ограничены. Обычно используемыми процессами являются: обкатка поверхности роликами и шариками, чеканка роликами и дробеструйный наклеп. Исследования показывают, что этими методами можно значительно улучшить также и фреттинг-усталостные характеристики стали и алюминиевых сплавов.
В заключение можно сказать, что методы, с помощью которых можно уменьшить фреттинг-износ и фреттинг-усталость, чрезвычайно разнообразны. Это частично является отражением сложности проблемы. Нет единого метода, который мог бы быть рекомендован во всех случаях. Совершенно необходим тщательный анализ каждой конкретной ситуации.
Стандартные методы испытаний для оценки изнашивания при фреттинге
ASTM D4170–16 Standard test method for fretting wear protection by lubricating greases.
ASTM F897-02 Standard test method for measuring fretting corrosion of osteosynthesis plates and screws
ASTM F1875-98 Standard practice for fretting corrosion testing of modular implant interfaces: hip femoral head-bore and cone taper interface.
ГОСТ 23.211-80. Обеспечение износостойкости. Метод испытания материалов на изнашивание при фреттинге и фреттинг-коррозии
Литература
- Уотерхауз Р.Б. Фреттинг-коррозия. Пер. с англ. Под ред. Г.Н. Филимонова. – Л.: «Машиностроение» (Ленингр. отд-ние), 1976. – 272 с.
- Голего Н.Л., Алябьев А.Я., Шевеля В.В. Фреттинг-коррозия металлов. – Киев: Техніка 1974. – 272 с.
- Филимонов Г.Н., Балацкий Л.Т. Фреттинг в соединениях судовых деталей – Ленинград: Судостроение, 1973. – 296 с