ИЗНАШИВАНИЕ ПРИ СХВАТЫВАНИИ И ЗАЕДАНИИ
Изнашивание при схватывании происходит в результате глубинного вырывания материала, переноса его с одной поверхности трения на другую и воздействия образовавшихся вследствие этого неровностей на сопряженную поверхность. Изнашивание этого вида является одним из наиболее опасных и разрушительных. Оно сопровождается прочным соединением контактирующих участков поверхностей трения. В процессе трения относительное перемещение поверхностей приводит к вырыву частиц металла одной поверхности и наволакиванию их на другую более твердую поверхность.
Заедание - наиболее яркая форма проявления схватывания. Образуются широкие и глубокие борозды с неровными краями, иногда слившиеся; присутствуют крупные наросты; возможно оплавление поверхности. В результате может произойти полное заклинивание.
В механизме изнашивания при схватывании важную роль играет атомно-молекулярное взаимодействие материалов деталей, возникающее при сближении поверхностей. В отличие от изнашивания других видов, для которых требуется определенное время на развитие процесса и накопление разрушительных повреждений, при заедании разрушение поверхности наступает довольно быстро и приводит к тяжелым формам повреждений (задиры и раковины).
Процесс образования металлических связей зависит от свойств сопряженных поверхностей (их природы, твердости), а также от методов их обработки. При наличии окисных пленок на поверхности металлов процесс схватывания зависит также от свойств этих пленок. Защитные пленки, прочно соединяющиеся с основным металлом и способные быстро восстанавливаться при разрушении, препятствуют схватыванию металлов.
Изнашивание при схватывании металлов происходит при нарушении правила положительного градиента механических свойств в условиях трения без смазочного материала или при недостаточном его количестве. При трении качения в условиях граничной смазки также наблюдается изнашивание, вызванное схватыванием материалов и заеданием. Схватывание происходит при местном разрыве смазочной пленки и установлении металлического контакта. Это возможно не только при прекращении подачи смазочного материала, но и вследствие общей перегрузки сопряжения, резкого повышения температуры масла в поверхностных слоях, местных температурных вспышек и т.д.
Интенсивность изнашивания при заедании зависит от режимов работы сопряжения, скорости относительного перемещения, нагрузки, температурных условий и т.п. Различают заедание в результате схватывания I или II рода.
Процесс схватывания I рода возникает и развивается при малых скоростях скольжения (0,005-0,2 м/с) поверхностей трения и давлениях (5-100)105 Па, превышающих предел текучести металла на участках фактического контакта. Этот процесс сопровождается незначительным повышением температуры и приводит к интенсивному пластическому деформированию и разрушению поверхностей деталей. При этом наблюдается интенсивное изнашивание, возрастающее с увеличением давления (рис.1, зона I). В диапазоне скоростей 0,005-3,3 м/с при р = 105 Па наблюдается окислительное изнашивание относительно малой интенсивности. С увеличением давления окислительный износ уменьшается (рис.1, зона II).
Прекращение схватывания I рода происходит, поскольку скорость относительного перемещения поверхностей достаточно велика для того, чтобы металлические связи разрушались в процессе своего зарождения без повреждения поверхности. Давление недостаточно велико для герметизации зоны трения, в результате чего к рабочим поверхностям свободно поступает воздух и изнашивание приобретает окислительный характер. В зоне III давление настолько велико, что металлические связи образуются несмотря на высокие скорости, окислительные процессы прекращаются, развивается процесс схватывания II рода, вызывающий заедание и интенсивное изнашивание.
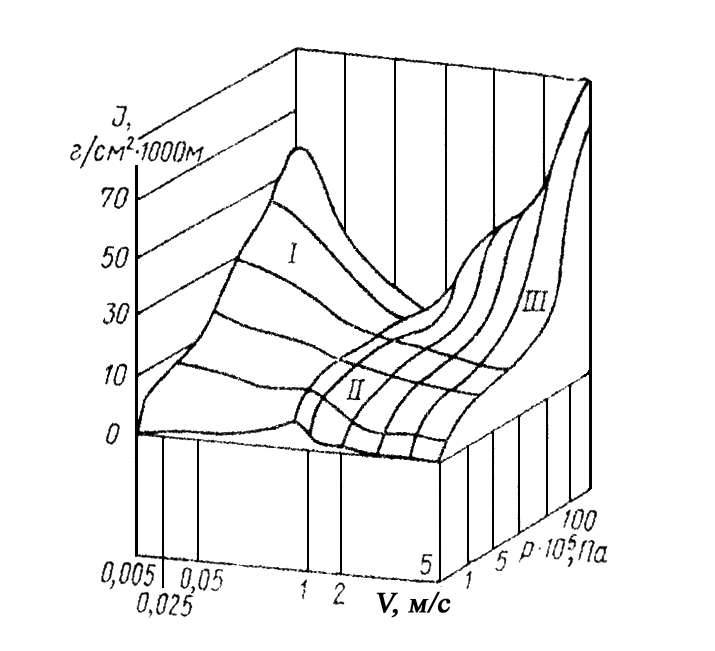
Рис.1. Зависимость интенсивности изнашивания при заедании от скорости V и давления р (по данным Н.Л. Голего).
Процесс схватывания II рода развивается при больших скоростях скольжения поверхностей трения и повышенных давлениях (рис.1, зона III). Наблюдается также значительное увеличение температуры в поверхностных слоях металлов, вызывающее их разупрочнение и разрушение.
Условия, благоприятные для возникновения схватывания металлов, создаются естественным путем в процессе изнашивания. Силы, действующие в местах фактического контакта, вызывают напряжения, превышающие предел текучести металла, что влечет за собой пластические деформации поверхностных слоев металла. При этом разрушаются адсорбированные газовые пленки и загрязнения, обнажая отдельные участки металлов. Одновременно происходит сглаживание неровностей и увеличение площади фактического контакта. При тесном сближении участков поверхностей с разрушенными пленками загрязнений возникает междуатомное притяжение металлов, образуются металлические связи. Образовавшиеся узлы схватывания (рис.2) разрушаются, так как сопряженные поверхности перемещаются одна относительно другой. В результате пластической деформации в узлах схватывания металл упрочняется, поэтому разрушение поверхности происходит по основному менее прочному металлу. Частицы металла, оторвавшиеся от поверхности трения, частично налипают на противоположную поверхность, а частично образуют продукты износа. В местах вырыва происходит концентрация напряжений, образуются трещины, снижается прочность деталей.
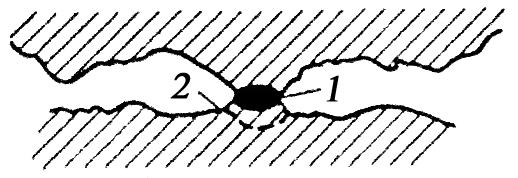
Рис.2. Схема формирования узла схватывания: 1 — узел схватывания; 2 — линия разрыва материала.
Изнашивание при заедании чаще всего встречается в зубчатых зацеплениях. По способности противостоять заеданию в одних и тех же условиях нагружения зубчатые передачи всех типов можно расположить в следующем порядке: цилиндрические передачи с внутренним зацеплением; цилиндрические передачи с внешним зацеплением; конические передачи с прямыми, косыми и спиральными зубьями; гипоидные и, наконец, винтовые передачи, имеющие самую низкую противозадирную стойкость. Это объясняется тем, что у гипоидных и винтовых передач наибольшее скольжение зубьев в зацеплении. Изнашивание при заедании встречается также в шариковых и роликовых подшипниках, в тяжелонагруженных опорах качения.
Основным направлением борьбы со схватыванием является локализация пластического деформирования при трении в тонких пограничных слоях. Это достигается применением смазочных материалов с антизадирными присадками. Для уменьшения вероятности схватывания пар трения выполняют следующее:
- подбирают материалы с пониженной способностью к схватыванию (антифрикционные сплавы: бабиты, бронзы);
- вводят легирующие элементы, повышая твердость материалов;
- подвергают химико-термической обработке (цементация, азотирование, сульфидирование и др.)
- на поверхности наносят пленки мягких материалов (свинца, олова);
- вводят в сплавы мягкие составляющие или материалы со слоистой структурой (графит, дисульфид молибдена);
- применяют антифрикционные покрытия;
- в пористую металлическую основу вводят жидкие или пластические смазочные материалы.
Литература
- Доценко А.И., Буяновский И.А. / Основы триботехники. Учебник. - М.: Инфра-М, 2014.
- А.В. Чичинадзе, Э.Д. Браун, Н.А. Буше и др.; Под общ. ред. А.В. Чичинадзе. / Основы трибологии (трение, износ, смазка). 2-е изд. переработ, и доп. - М.: Машиностроение, 2001.
- Гаркунов Д.Н. Триботехника (износ и безызносность): Учебник. - 4-е изд., перераб. и доп. - М.: «Издательство МСХА», 2001.